值得信賴的冷拉鋼材料專業供應商
專業生產各種規格的冷拉鋼產品
全國免費谘詢熱線
158-0619-2288
133-3877-2288
值得信賴的冷拉鋼材料專業供應商
專業生產各種規格的冷拉鋼產品
專業生產各種規格的冷拉鋼產品
158-0619-2288
133-3877-2288
專業生產各種規格的冷拉鋼產品

聯係人:俞曉紅
手機:13861836900
傳真:0510-85263588
郵箱:sales@chang-yuan.cn
網址:www.grdlt.com
地址:無錫市高新技術開發區碩放工業園楊家灣二路
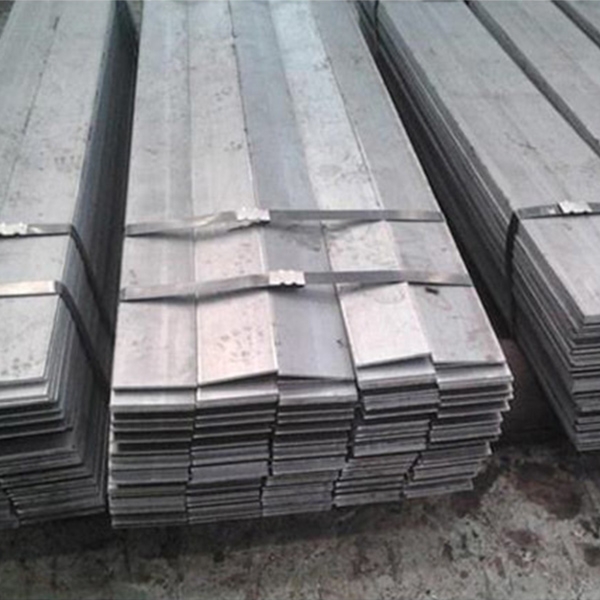
關於91视频免费观看實際冷拉過程中對冷拉扁鋼的控製,針對冷拉速度確定的控製要求。用冷拉速度控製鋼的冷拉時,應注意控製值,控製值應通過試驗確定。後來又提到了試驗和測量的要求:同一爐同一批次的試樣數量不得少於4個,每個試樣須按照規範中規定的冷拉應力進行測量。取平均值作為該批次鋼條在爐內的實際冷拉率。
冷拉扁鋼在實際冷拉時,鋼強度較高且平均冷拉率小於1%時,冷拉時仍需注意按1%的冷拉率進行控製;2、3、4、5號鋼在冷拉後作為預應力鋼使用時,應采用冷拉應力控製。但鋼材冷拉後,經檢驗,冷拉速率超過了規範規定的值,需要進行機械能實驗。
說到冷拉控製不同批次的冷拉扁鋼,混合和不容易區分的批次鋼材,在冷拉過程中,你不能使用冷拉率控製,和冷拉多個連接鋼冷拉率和控製壓力的根須符合規範。
根據非冷拉速度控製冷拉扁鋼:要使鋼充分變形,就須適當控製冷拉速度,一般0.5-1.0為宜。同時要求冷拉到規定的應力和冷拉速度後,立即停止拉拔2-3,然後放鬆鋼,結束冷拉,給鋼足夠的變形時間。
冷拉扁鋼的冷拉控製方法,在冷拉時,僅對冷拉速率或冷拉應力的控製稱為單控製,同時對冷拉時的冷拉速率和冷拉應力的控製稱為雙控製。控製單一,施工相對簡單方便。對於冷拉扁鋼的冷拉控製方法,需要注意的是,對於材料不均勻的鋼材,不可能逐個測試。

手機:13861836900
傳真:0510-85263588
郵箱:sales@chang-yuan.cn
地址:無錫市高新技術開發區碩放工業園楊家灣二路

手機站二維碼